 Eesti Keel
Eesti Keel-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos - Eesti Keel
-
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Kodu
>
Tooted > Treimise ja freesimise kombineeritud masin
>
Sisemine kolme kõvera soonega treimine ja freespink
Tooted






Sisemine kolme kõvera soonega treimine ja freespink
Jingfusi® sisemine kolme kõvera soonega treimis- ja freespink on spetsiaalne töötlemistööriist, mida kasutatakse kolme kõvera või kontuuriga pinnaga sisesoonte täppistöötluseks. Seda sisemise kolme kõvera soonega treimis- ja freespinki kasutatakse tavaliselt tööstusharudes, mis nõuavad keeruliste osade tootmist sisemiste soonte või profiilidega, mida ei ole tavapäraste töötlemismeetoditega lihtne luua.
Mudel:CK46-3+2
Saada päring
Tootekirjeldus
Kuigi neid kasutatakse peamiselt sisesoonte töötlemiseks, saavad need masinad hakkama ka muude töötlemistoimingutega, muutes need mitmekülgseks paljude rakenduste jaoks. Sellised tööstusharud nagu lennundus, meditsiiniseadmete tootmine, autotööstus ja täppistehnika toetuvad sageli nendele masinatele keerukate ja ülitäpsete komponentide tootmiseks. Sisemised kolme kõvera soonega treimis- ja freespingid suudavad töödelda erinevaid materjale, sealhulgas metalle, plastikut ja komposiite, olenevalt konkreetsest töötlusvajadusest.
Masina reisimise diagramm

Toote üksikasjad

Parameetrite loend
| Üksus | üksus | Spetsifikatsioon |
| Max pöörde läbimõõt | mm | 250 |
| Max kiige läbim. üle treipingi | mm | Ø500 |
| Max pöörde läbimõõt läbi liuguri | mm | Ø160 |
| Kaldus voodi aste | kraadi | 35° |
| X-telje efektiivne liikumine | mm | 1000 |
| Z-telje efektiivne käik | mm | 400 |
| X/Z-telg max. kiire sõidukiirus | m/min | 24 |
| Malmist aluspind | ㎡ | 1,8 x 1,1 |
| Masina suurus: P x L x K | mm | 2100 x 1580 x 1800 |
| Masina netokaal | kg | 2600 |
| tööriist nr. | tk | 8 |
| Ruudukujulised tööriistad | mm | 20 x 20 |
| Augu noa suurus | mm | Ø20 |
| Täielik hobune | kw | 13 |
| Keskmine energiatarve | kw/h | 2 |
| Spindli näo vorm |
|
A2-5 |
| Spindli kiirus | p/min | 6000 |
| Spindli kiiruse seadistus | p/min | 1-4500 |
| Spindli nimipöördemoment | Nm | 35 Nm (1500 p/min) |
| Maksimaalne varda läbimõõt | mm | Ø45 |
Tööpingi täpsus
| Masina täpsus, Jingfusi teguri standard: | ||||
| Peamine katseobjekt | Skemaatiline diagramm | Tehase standard | ||
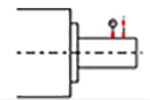
| Spindli radiaalne löök, |
 |
Tuvastage välimise koonuse väljavool | 0.0035 | |
| X-telje korduspositsioon, X |
 |
Tuvastage X-telje korduv positsioneerimine. Märkus. Esmalt ennustage umbes 50 korda, et kompenseerida külma ja kuuma mootori viga ning seejärel tuvastada korduv positsioneerimine. | 0.003 | |
| Z-telje korduspositsioon, Z |
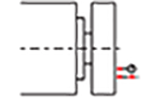 |
Tuvastab korduvat positsioneerimist Z-teljel. Märkus. Esmalt ennustage umbes 50 korda külma ja kuuma mootori vea kompenseerimiseks ning seejärel tuvastage korduv positsioneerimine. | 0.003 | |
| C-telje korduspositsioon, C |
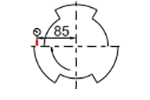 |
Tuvastage C-telje fikseeritud punkti ümberpaigutamine, pange tähele: kõigepealt ennustage umbes 50 korda, et kompenseerida külma ja kuuma mootori viga, ja seejärel tuvastage korduv positsioneerimine | 20 kaaresekundit | |
| C-telje asend pöörlev, C |
 |
Tuvastage C-telje juhusliku asukoha täpsus, pange tähele: esmalt ennustage umbes 50 korda, et kompenseerida külma ja kuuma mootori viga, ja seejärel kontrollige korduvaid seadistusi | 72 kaaresekundit | |
| Kui tellija soovib testida X/Z/Y telje ISO või VD1 täpsust, määratakse see kindlaks lepingu sõlmimise ajal. Klient peab seda eset katsetama samaaegselt Jingfusi Factory esmase vastuvõtmisega. | ||||
Kuumad sildid: Sisemine kolme kõvera soonega treimine ja freespink, Hiina, tootjad, tarnijad, tehas, kvaliteet, hinnakiri
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.








X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika