 Eesti Keel
Eesti Keel-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos - Eesti Keel
-
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Tooted






Kaldkalduv voodi pöörab CNC -treipingi masina
CK46 kalduv kaldvoodi CNC -treipingi masin on Jingfusi® parandamine ja täiendamine algsel alusel. Algse mudeli kõrge töötlemise ja hõlpsa töö päringu põhjal on see välja töötatud täielikult suletud kalduvoodi kujunduse ja suurema tööruumi, suurema töötlemiskiiruse ja täpse CNC tööpinkide töötlemisega, mida on lihtsam reguleerida ja hooldada.
Mudel:CK46
Saada päring
Tootekirjeldus
This Inclined Slant bed Turning CNC Lathe Machine adopts a 45-degree inclined bed design and a super-rigid torque structure to ensure that the bed is not easily deformed during heavy-load cutting. The tilt angle makes installation, replacement and inspection easier. High-precision ball screws and spindles. Guaranteed highest precision and surface gloss.


Jingfusi® kaldvoodi CNC treipingi masin:
Optimaalne disain:Sellel kalduv kalduvoodil pöörav CNC-treipingi masin sisaldab 35-kraadist kalduvoodi kujundust, mis pakub täppismatöötluseks suurenenud jäikust ja stabiilsust.
Kiibi tõhus käitlemine:Masin pakub märkimisväärset kiibide edastusvõimsust, võimaldades klientidel paindlikkust valida kas esi- või tagumise kiibi eemaldamise, tagades töötlemisprotsessi mugavuse.
Kruvi PRE-venitamine:Kruvi eelnõitu konstruktsiooni lisades optimeerib see treipink töötlemise täpsust ja töökindlust.
Gang-tüüpi tööriistapostitus:See treipink toetab jõugu tüüpi tööriistapostiga, toetab mitmete tööriistade kasutamist erinevates mehaanilistes toimingutes tõhususe ja mitmekülgsuse suurendamiseks.
Toote üksikasjad
Parameetrite loend
| projekt | ühik | CK46 | CK52 | CK76 | |
| Maksimaalne pöörde pikkus | mm | 350 | |||
| Maksimaalne pöörde läbimõõt voodil | mm | Ø 500 | |||
| Maksimaalne pöörde läbimõõt rulal | mm | Ø 160 | |||
| Voodi kalduvus | ° | 35 ° | |||
| X/Z -telje tõhus reisimine | mm | Läbimõõt 1000/400 | |||
| X/z -telje kruvi spetsifikatsioonid | mm | 32 | |||
| X/z -telje raudtee spetsifikatsioonid | mm | 35 | |||
| X/z-telje mootori võimsus | Kw | 1.3 | |||
| X/z telje maksimaalne kiire liikumine | m/minu | 24 | |||
| Tööpinkide pikkus x laius x kõrgus | mm | 2100x1580x1800 | |||
| Kogu masina kogukaal | Kg | 2600 | |||
| Nuganumber | fikseerima | 8 | |||
| Ruudukujuline nuga | mm | 20x20 | |||
| Ümmarguse augu lõikuri suurus | mm | Ø20 | |||
| Koguvõimsus | kw | 13 | 13 | 16 | |
| Keskmine energiatarve | Kw / h | 2 | 2 | 2.5 | |
| peavõll | Spindli otsa näovorm |
|
A2-5 | A2-6 | A2 -8 |
| Maksimaalne spindli kiirus | r/min | 6000 (seatud 4500) | 4200 (seatud väärtusele 3500) | 3200 (seatud 2500) | |
| Spindli mootori võimsus | Kw | 7.5 | 7.5 | 11 | |
| Spindlimootori nimivorm | Nm | 47,8nm | 47,8nm | 72nm | |
| Maksimaalne riba läbimõõt | mm | Ø 45 | Ø 51 | Ø 75 | |
Tööpinkide täpsus
| Masina täpsus, Jingfus Factor Standard : | ||||
| Peamine katseartikkel | Skemaatiline skeem | Avastamismeetod |
Vabrikustandard |
|
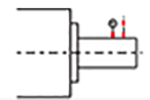
| Spindli radiaalne löök, |
 |
Avastage välimise koonuse väljakool | 0.0025 | |
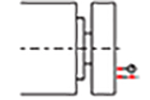
| X-telje korduspositsioon |
 |
Tuvastage x-telje korduv positsioneerimine. MÄRKUS. Esmalt ennustage külma mootori ja kuuma mootori vea korvamiseks umbes 50 korda ning seejärel tuvastage korduv positsioneerimine. | 0.0025 | |
| Z-telje korduspositsioon |
 |
Tuvastage korduv positsioneerimine Z -teljel. MÄRKUS. Esmalt ennustage külma mootori ja kuuma mootori vea korvamiseks umbes 50 korda ning seejärel tuvastage korduv positsioneerimine. | 0.0025 | |
| Kui klient soovib testida x/z/y telje ISO või VD1 täpsust, määratakse see lepingu kirjutamise ajal. Klient peab seda eset testida samal ajal pärast Jingfusi tehase esialgset aktsepteerimist. | ||||
Kuumad sildid: Kaldkalduvoodi keerava CNC -treipingi masin, Hiina, tootjad, tarnijad, tehas, kvaliteet, hinnanimekiri
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.








X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika