 Eesti Keel
Eesti Keel-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos - Eesti Keel
-
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Tooted






CNC kaldvoodi treipink
Jingfusi® CNC kaldvoodi treipink leiab rakenduse tööstuskeskkonnas, kus tootmine nõuab ülimat täpsust ja täpsust. Lisaks tööstuslikule kasutamisele vastavad need treipingid harrastajate ja väikeettevõtete omanike vajadustele, mis otsivad tööriista, mis pakub disainiprotsessides kõrget kohandamist ja paindlikkust. Ükskõik, kas suuremahulistes tootmisseadetes või väiksema mahuka ettevõtmistes, kohaneb CNC kalduvoodi Jingfusi®-ist erinevate nõuetega, ühendades täpsuse mitmekülgsusega.
Mudel:CK46
Saada päring
Tootekirjeldus
Jingfusi® CNC kaldvoodi treipink paistab silma täpse töötlemisvahendina, mis on hoolikalt valmistatud erinevate komponentide tootmiseks, pöörates erilist tähelepanu silindrilistele ja pöörlemisosadele. Selle määratlev iseloomulik peitub kaldvoodi struktuuris, mis on strateegiliselt konstrueeritud, et parandada stabiilsust ja täpsust kogu töötlemisprotsessi vältel. See uuenduslik disain tagab, et treipink on silma paista täpsete ja kvaliteetsete tulemuste saavutamisel, muutes selle väärtuslikuks varaks mitmesuguste tootmisrakenduste jaoks.
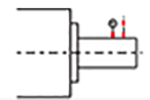
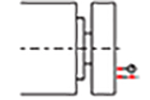
Masinareisiskeem

Toote üksikasjad

Parameetrite loend
| projekt | ühik | CK46 | CK52 | CK76 | |
| Maksimaalne pöörde pikkus | mm | 350 | |||
| Maksimaalne pöörde läbimõõt voodil | mm | Ø 500 | |||
| Maksimaalne pöörde läbimõõt rulal | mm | Ø 160 | |||
| Voodi kalduvus | ° | 35 ° | |||
| X/Z -telje tõhus reisimine | mm | Läbimõõt 1000/400 | |||
| X/z -telje kruvi spetsifikatsioonid | mm | 32 | |||
| X/z -telje raudtee spetsifikatsioonid | mm | 35 | |||
| X/z-telje mootori võimsus | Kw | 1.3 | |||
| X/z telje maksimaalne kiire liikumine | m/minu | 24 | |||
| Tööpinkide pikkus x laius x kõrgus | mm | 2100x1580x1800 | |||
| Kogu masina kogukaal | Kg | 2600 | |||
| Nuganumber | fikseerima | 8 | |||
| Ruudukujuline nuga | mm | 20x20 | |||
| Ümmarguse augu lõikuri suurus | mm | Ø20 | |||
| Koguvõimsus | kw | 13 | 13 | 16 | |
| Keskmine energiatarve | Kw / h | 2 | 2 | 2.5 | |
| peavõll | Spindli otsa näovorm |
|
A2-5 | A2-6 | A2 -8 |
| Maksimaalne spindli kiirus | r/min | 6000 (seatud 4500) | 4200 (seatud väärtusele 3500) | 3200 (seatud 2500) | |
| Spindli mootori võimsus | Kw | 7.5 | 7.5 | 11 | |
| Spindlimootori nimivorm | Nm | 47,8nm | 47,8nm | 72nm | |
| Maksimaalne riba läbimõõt | mm | Ø 45 | Ø 51 | Ø 75 | |
Tööpinkide täpsus
| Masina täpsus, Jingfus Factor Standard : | ||||
| Peamine katseartikkel | Skemaatiline skeem | Avastamismeetod |
Vabrikustandard |
|
| Spindli radiaalne löök, |
 |
Avastage välimise koonuse väljakool | 0.0025 | |
| X-telje korduspositsioon |
 |
Tuvastage x-telje korduv positsioneerimine. MÄRKUS. Esmalt ennustage külma mootori ja kuuma mootori vea korvamiseks umbes 50 korda ning seejärel tuvastage korduv positsioneerimine. | 0.0025 | |
| Z-telje korduspositsioon |
 |
Tuvastage korduv positsioneerimine Z -teljel. MÄRKUS. Esmalt ennustage külma mootori ja kuuma mootori vea korvamiseks umbes 50 korda ning seejärel tuvastage korduv positsioneerimine. | 0.0025 | |
| Kui klient soovib testida x/z/y telje ISO või VD1 täpsust, määratakse see lepingu kirjutamise ajal. Klient peab seda eset testida samal ajal pärast Jingfusi tehase esialgset aktsepteerimist. | ||||

Kuumad sildid: CNC kalduvoodi treipink, Hiina, tootjad, tarnijad, tehas, kvaliteet, hinnakiri
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.








X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika